| Original (Englisch) | Deutsch | Kommentar (für Menschen wie uns 😎) |
|---|---|---|
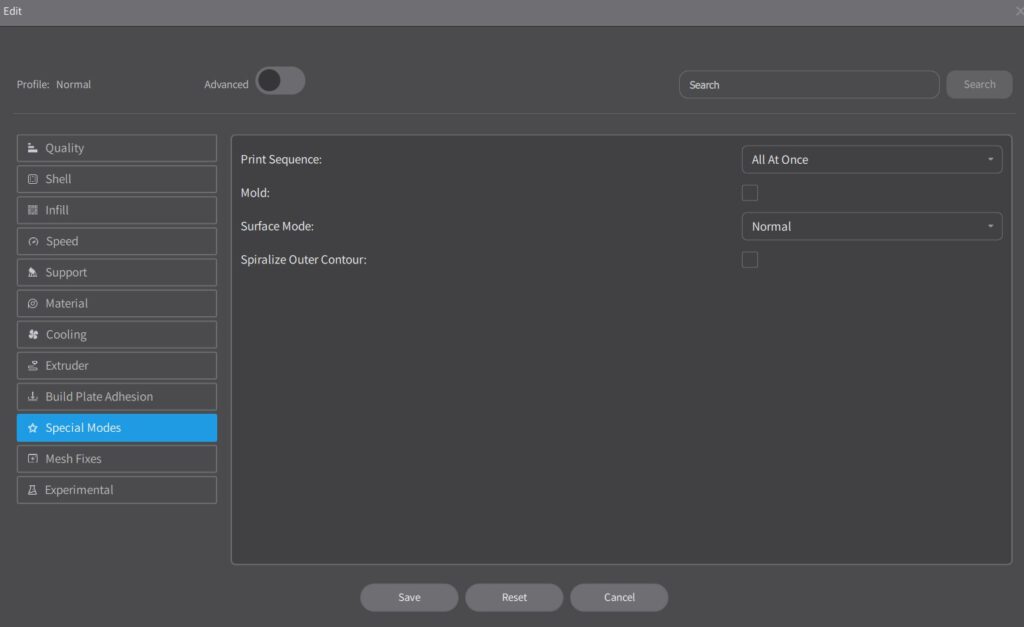
| Layer Height | Schichthöhe | Wie dick jede einzelne gedruckte Schicht ist. Dünner = feiner, aber langsamer. |
| Initial Layer Height | Anfangsschichthöhe | Höhe der ersten Schicht. Etwas dicker = bessere Haftung auf dem Druckbett. |
| Arc Configure Enable | Bogenbewegungen aktivieren | Aktiviert G2/G3-Befehle (Bogen statt viele kleine Linien). Spart Daten & macht’s glatter – wenn’s der Drucker unterstützt. |
| Arc Tolerance | Bogen-Toleranz | Wie genau der Bogen „nachgebaut“ wird. Niedriger = präziser, aber mehr Rechenaufwand. |
| Small Feature Max Length | Kleinste Feature-Länge (max) | Grenze, ab wann ein Druckteil als „kleines Detail“ gilt – meist filigrane Sachen. |
| Small Feature Speed | Druckgeschwindigkeit für kleine Details | Bei sehr kleinen Teilen wird automatisch langsamer gedruckt – damit nix verwackelt oder schmilzt. |
| Enable Bridge Settings | Brücken-Einstellungen aktivieren | Für Brücken über Hohlräume. Aktiviert Spezial-Einstellungen für stabilen Überhangdruck. |
| Bridge Has Multiple Layers | Brücke hat mehrere Schichten | Wenn du eine „Brücke“ (freischwebender Druckteil) aus mehreren Schichten aufbauen willst – eher selten. |
| Englisch | Deutsch | Kommentar vom Bastelbuddy |
|---|---|---|
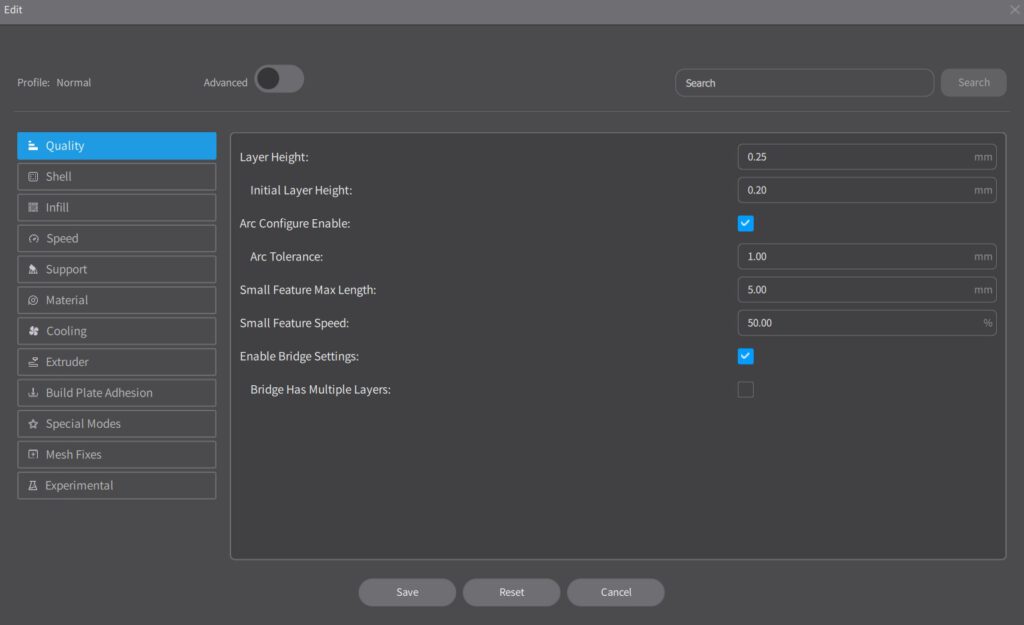
| Wall Line Count | Anzahl der Wandlinien | Wie viele Linien nebeneinander die Außenhülle bildet. 2 ist Standard. Mehr = stabiler. |
| Only One Wall for Roofing | Nur eine Wand für Abdeckung verwenden | Spart Zeit/Material bei flachen Dachstrukturen – eher für spezielle Geometrien. |
| Top Layers | Obere Schichten | Wie viele feste Schichten das Objekt oben bekommt – wichtig für saubere, geschlossene Decke. |
| Bottom Layers | Untere Schichten | Dasselbe wie oben, nur unten. Mehr = bessere Haftung und Stabilität untenrum. |
| Top Surface Skin Layers | Oberflächen-Hautschichten oben | Sehr dünne Deckschichten für extra-glatte Oberfläche oben – quasi das Finish. |
| Fill Gaps Between Walls | Lücken zwischen Wänden füllen | Macht Schluss mit kleinen Spalten zwischen Wandlinien – hilft bei Stabilität und Optik. |
| Vertical Expansion | Vertikale Ausdehnung | Dehnt die Wand nach oben/unten – meist für Spezialtricks. Normal: 0 mm. |
| Horizontal Expansion | Horizontale Ausdehnung | Vergrößert/verkleinert das Modell rundherum – nützlich für Toleranz-Ausgleich bei Steckteilen. |
| Z Seam Alignment | Z-Naht-Ausrichtung | Bestimmt, wo die Schicht-Naht (Z-Naht) liegt. „Scharfste Ecke“ = möglichst unauffällig. |
| Seam Corner Preference | Naht-Eck-Vorzug | Wo genau an der Ecke die Naht sitzen soll – z. B. versteckt oder nach außen sichtbar. |
| Enable Ironing | Bügeln aktivieren | Druckkopf „bügelt“ die letzte Deckschicht mit extra Bewegung glatt – für Hochglanz oben. |
| Englisch | Deutsch | Kommentar vom 3D-Druck-Tüftler |
|---|---|---|
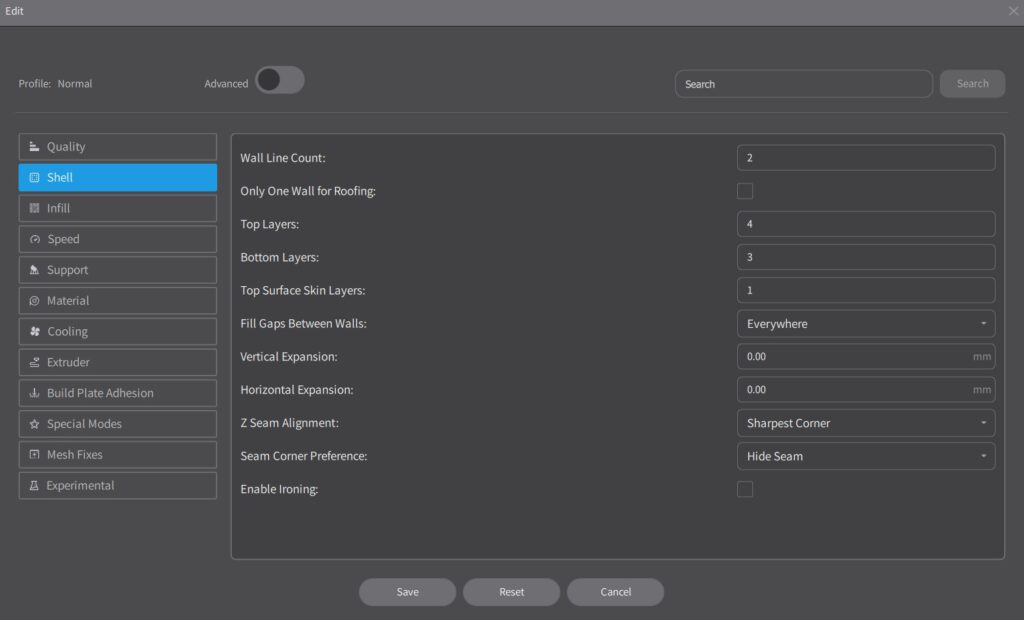
| Infill Density | Fülldichte | Wie viel Prozent des Innenraums gefüllt wird. 0 % = hohl, 100 % = massiv wie ein Amboss. |
| Infill Line Distance | Abstand der Fülllinien | Abstand zwischen den einzelnen Linien im Infill. Berechnet sich normalerweise aus der Dichte. |
| Infill Pattern | Füllmuster | Muster des Innenaufbaus. Zig Zag = Zickzack – stabil, einfach. Andere Optionen: Grid (Gitter), Gyroid usw. |
| Infill Overlap Percentage | Überlappung mit Außenwänden (%) | Wie stark das Infill mit der Außenwand überlappt. Mehr = besserer Halt, aber auch mehr Material. |
| Infill Overlap | Überlappung in mm | Absolute statt prozentuale Angabe – meist wird nur eins von beiden genutzt. |
| Infill Layers Combination | Fülllagen kombinieren | Spart Zeit, indem Fülllagen zusammengefasst werden – z. B. jede 2. Schicht wird Infill. |
| Gradual Infill Steps | Stufenweise Füllung | Infill wird nach oben hin dichter – spart Material und bringt oben Stabilität. 0 = deaktiviert. |
| Narrow Area Concentric Infill | Konzentrisches Infill für enge Bereiche | Spezialmodus: Wenn Infill in engen Zonen spiralig statt linear angelegt werden soll – optisch fein. |
| Englisch | Deutsch | Kommentar vom Tempobastler |
|---|---|---|
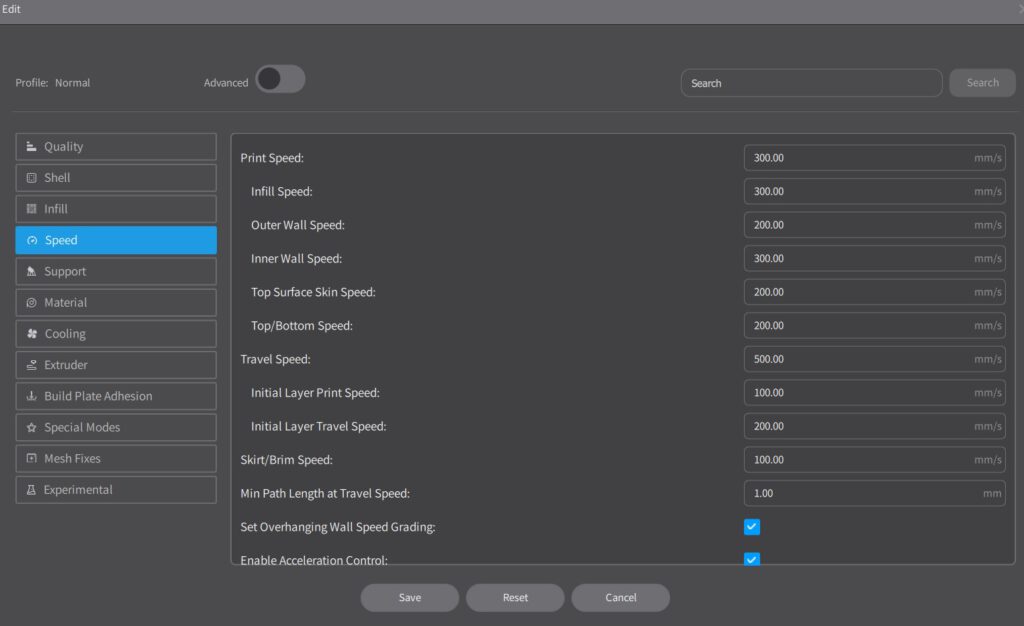
| Print Speed | Druckgeschwindigkeit (gesamt) | Grundgeschwindigkeit beim Drucken – alles außer Leerfahrten. Viel = schnell, aber fehleranfällig. |
| Infill Speed | Geschwindigkeit für Füllung | Tempo für den inneren Bereich – darf meist flotter sein als Außenwände. |
| Outer Wall Speed | Außenwand-Geschwindigkeit | Außen sichtbar → lieber langsamer und präziser. |
| Inner Wall Speed | Innenwand-Geschwindigkeit | Innen, nicht sichtbar → kann schneller sein. |
| Top Surface Skin Speed | Deckschicht-Geschwindigkeit oben | Für die letzte Schicht oben – schön langsam = schön glatt. |
| Top/Bottom Speed | Oben-/Unten-Geschwindigkeit | Generell für Decken und Böden. |
| Travel Speed | Leerfahrten-Geschwindigkeit | Ohne Extrusion, z. B. von A nach B – je höher, desto fixer, aber Vorsicht bei Ghosting. |
| Initial Layer Print Speed | Druckgeschwindigkeit der ersten Schicht | Erste Schicht = Haftung! Also schön langsam und sauber. |
| Initial Layer Travel Speed | Leerfahrt-Tempo erste Schicht | Auch bei Bewegung ohne Druckkopfaktivität: langsam anfangen. |
| Skirt/Brim Speed | Tempo für Randlinien | Die äußere „Schürze“ oder Haftverstärkung – lieber nicht zu flott. |
| Min Path Length at Travel Speed | Mindestweg für Leerfahrt-Tempo | Kurze Strecken können langsamer gefahren werden – spart Wackler. |
| Set Overhanging Wall Speed Grading | Tempo-Anpassung bei Überhängen aktivieren | Verlangsamt bei Überhängen automatisch – verhindert Durchhang und Schlieren. |
| Englisch | Deutsch | Kommentar – wenn’s rappelt, liegt’s meist hier |
|---|---|---|
| Enable Acceleration Control | Beschleunigungssteuerung aktivieren | Steuerung wie schnell der Druckkopf auf Touren kommt – wirkt auf Qualität & Vibration. |
| Enable Jerk Control | Ruck-Kontrolle aktivieren | „Jerk“ = wie plötzlich der Richtungswechsel stattfindet. Je niedriger, desto sanfter. |
| Print Jerk | Ruck beim Drucken | Einfluss auf die Bewegung während des Druckens – wichtig für glatte Oberflächen. |
| Wall Jerk | Ruck bei Wänden | Separat einstellbar für Außenwände. |
| Travel Jerk | Ruck bei Leerfahrt | Sprunghaftigkeit ohne Extrusion. Hoher Wert = schnell, aber kann für Ghosting sorgen. |
| Initial Layer Jerk | Ruck bei erster Schicht | Sanfter Start für gute Haftung und ruhiges Drucken. |
| Englisch | Deutsch | Kommentar vom Kumpel mit dem Stützpfeiler |
|---|---|---|
| Generate Support | Stützstruktur erzeugen | Aktivieren, wenn dein Modell Überhänge oder „schwebende“ Teile hat. |
| Englisch | Deutsch | Kommentar vom Thermo-Guru |
|---|---|---|
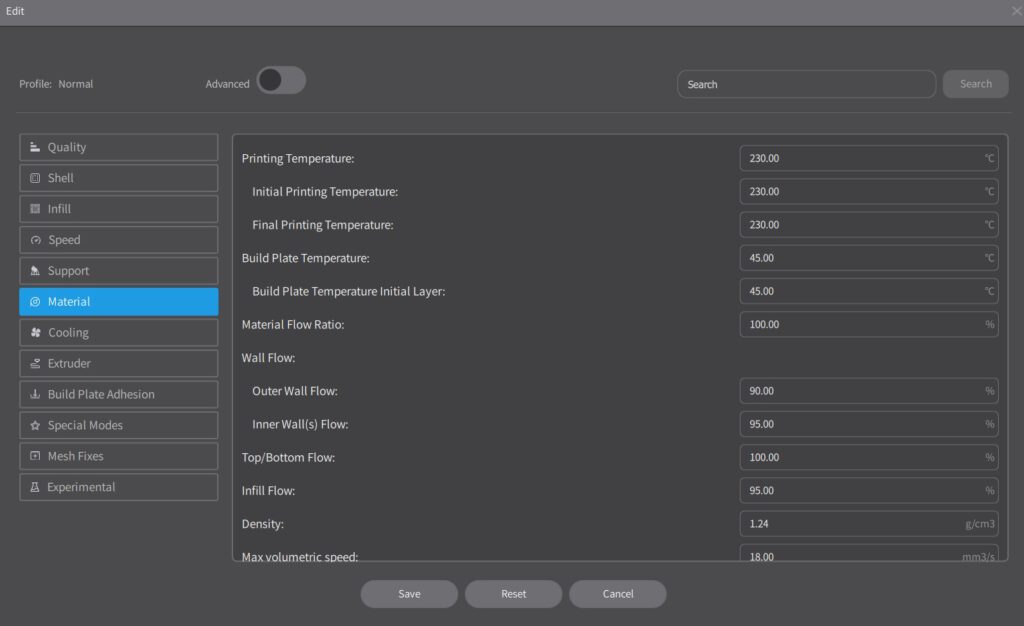
| Printing Temperature | Drucktemperatur (gesamt) | Temperatur der Düse beim normalen Druck. |
| Initial Printing Temperature | Anfangs-Drucktemperatur | Für den Druckstart – identisch mit oben ist üblich. |
| Final Printing Temperature | Endtemperatur beim Druck | Manche Filamente profitieren vom Absenken zum Schluss (z. B. für bessere Details). |
| Build Plate Temperature | Druckbett-Temperatur | Heizbett – sorgt für Haftung, gerade bei ABS oder PETG. |
| Build Plate Temperature Initial Layer | Bett-Temp. für erste Schicht | Erste Schicht darf ruhig etwas wärmer sein → bessere Haftung. |
| Material Flow Ratio | Materialfluss-Gesamtverhältnis | Wieviel Material extrudiert wird – 100 % ist Standard. Mehr = mehr Material. |
| Wall Flow | Wand-Flussrate (gesamt) | Für alle Wände gemeinsam. |
| Outer Wall Flow | Außenwand-Fluss | Feintuning für besonders glatte Außenflächen. |
| Inner Wall(s) Flow | Innenwand-Fluss | Innenwände, oft mit etwas mehr Fluss. |
| Top/Bottom Flow | Deckel-/Boden-Fluss | Oben & unten – zu wenig Fluss führt zu Lücken. |
| Infill Flow | Füllung-Fluss | Einfluss auf die Dichte des inneren Gitters. |
| Density | Dichte des Filaments | Wird für Kosten- und Verbrauchsberechnung genutzt – z. B. PLA ≈ 1.24 g/cm³. |
| Max volumetric speed | Max. Volumenstrom | Wie schnell dein Extruder Material fördern kann – wichtig bei hohen Geschwindigkeiten. |
| Filament Cost | Kosten pro Spule / Meter / kg (je nach Einheit) | Wird verwendet, um dir die Druckkosten zu berechnen. |
| Description | Beschreibung (frei) | Hier kannst du z. B. „PLA Weiß, Sunlu, 2025“ reinschreiben. |
| Enable pressure advance | Druckvorsteuerung aktivieren | Für präzisere Ecken & Kanten – funktioniert nur mit Firmware-Support (z. B. Klipper). |
| Englisch | Deutsch | Kommentar vom Windmaschinenwart |
|---|---|---|
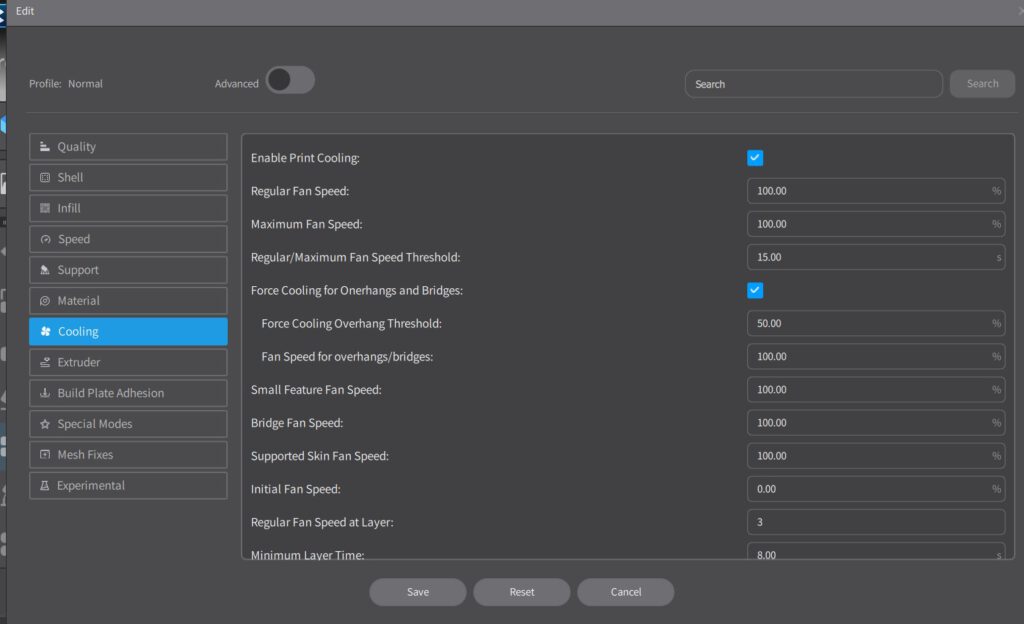
| Enable Print Cooling | Druckkühlung aktivieren | Haken setzen, sonst bleibt der Lüfter aus – Pflicht bei PLA. |
| Regular Fan Speed | Normale Lüftergeschwindigkeit | Standardwert, der beim Großteil des Drucks verwendet wird (z. B. 100 %). |
| Maximum Fan Speed | Maximale Lüftergeschwindigkeit | Obergrenze – verhindert z. B. Lärm oder Motorverschleiß. |
| Regular/Maximum Fan Speed Threshold | Umschaltzeitpunkt zwischen normal & max Speed | Nach wie vielen Sekunden Lüfter hochdrehen darf – schützt vor „Kälteschock“. |
| Force Cooling for Overhangs and Bridges | Erzwinge Kühlung bei Überhängen und Brücken | Sehr nützlich bei steilen Winkeln. |
| Force Cooling Overhang Threshold | Überhang-Schwelle (ab diesem Wert aktiv) | In Prozent – z. B. ab 50 % Überhang → volle Power. |
| Fan Speed for overhangs/bridges | Lüftergeschwindigkeit für Überhänge/Brücken | Oft auf 100 % gesetzt. |
| Small Feature Fan Speed | Lüftergeschwindigkeit bei kleinen Details | Verhindert Schmieren bei winzigen Spitzen & Türmchen. |
| Bridge Fan Speed | Brücken-Lüftergeschwindigkeit | Wie stark der Lüfter beim Überbrücken von Hohlräumen bläst. |
| Supported Skin Fan Speed | Lüftergeschw. für gestützte Oberflächen | Sinnvoll z. B. bei Überhängen mit Support von unten. |
| Initial Fan Speed | Lüftergeschwindigkeit zu Beginn des Drucks | 0 % ist üblich → bessere erste Schicht. |
| Regular Fan Speed at Layer | Ab welcher Schichthöhe regulärer Lüfter startet | Z. B. ab Layer 3 kann der Lüfter auf 100 % hochfahren. |
| Minimum Layer Time | Minimale Druckzeit pro Schicht | Zwingt den Drucker ggf. zum Abbremsen → Layer kann abkühlen, bevor der nächste kommt. |
| Minimum Speed | Minimale Druckgeschwindigkeit (bei Langsam-Drosselung) | Drucker verlangsamt, wenn Layer zu schnell wäre – verhindert Verformung. |
| Englisch | Deutsch | Kommentar |
|---|---|---|
| Enable CDS Cooling Fan | CDS-Lüfter aktivieren | Nur sinnvoll, wenn dein Drucker so ein System hat (oft bei Dual-Extrudern). |
| CDS Fan Speed | CDS-Lüftergeschwindigkeit (normal) | Anfangseinstellung – oft bei 0 %, startet später. |
| Special CDS Fan Speed | Spezielle CDS-Lüftergeschwindigkeit | Z. B. für heikle Materialien oder kritische Höhenbereiche. |
| Regular CDS Fan Speed at Height | Höhe ab der CDS-Lüfter mitregelt | Aktiviert spezielle Kühlprofile ab dieser Z-Höhe. |
| Englisch | Deutsch | Wert |
|---|---|---|
| Line Width | Linienbreite | |
| Outer Wall Line Width | Außenwand-Linienbreite | 0.42 mm |
| Inner Wall(s) Line Width | Innenwand-Linienbreite | 0.45 mm |
| Top/Bottom Line Width | Oben/Unten-Linienbreite | 0.42 mm |
| Top Surface Skin Line Width | Obere Hautschicht-Linienbreite | 0.42 mm |
| Infill Line Width | Infill-Linienbreite | 0.45 mm |
| Initial Layer Line Width | Erste Schicht Linienbreite | 0.55 mm |
| Retraction | Rückzug (Retraktion) | |
|---|---|---|
| Enable Retraction | Retraktion aktivieren | ✅ |
| Wipe Length | Wischlänge | 2.00 mm |
| Before Wipe Retraction Amount Percent | Rückzug vor Wischen in % | 0.00 % |
| Retract at Layer Change | Rückzug bei Schichtwechsel | ❌ |
| Retraction Distance | Rückzugsdistanz | 0.50 mm |
| Retraction Retract Speed | Rückzugsgeschwindigkeit | 40.00 mm/s |
| Retraction Continued | Rückzug (weiter) | |
|---|---|---|
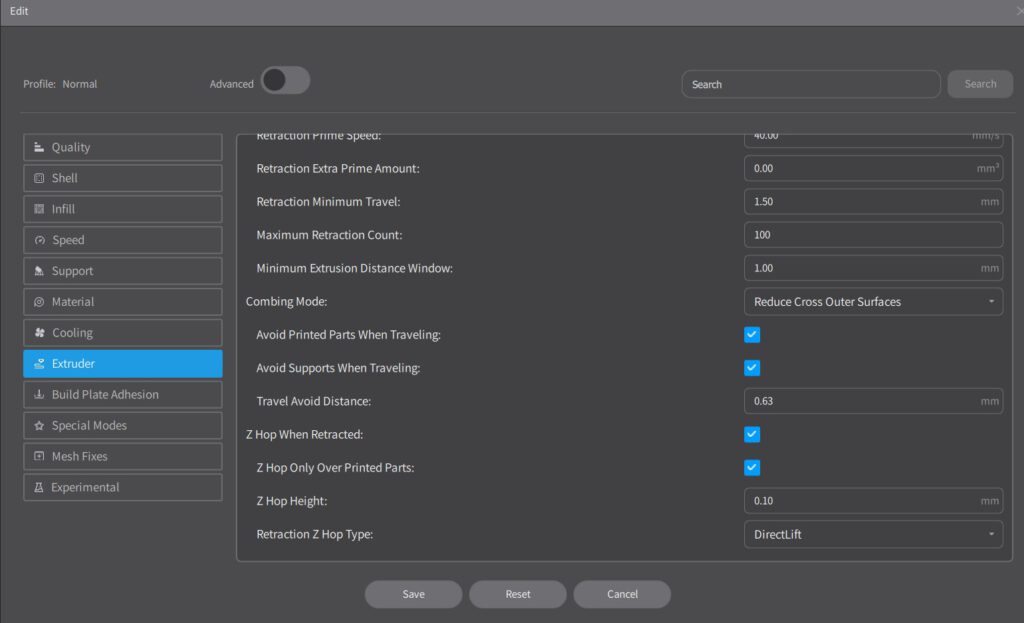
| Retraction Prime Speed | Wiedervorschubgeschwindigkeit | 40.00 mm/s |
| Retraction Extra Prime Amount | Zusätzlicher Vorschub (Prime) | 0.00 mm³ |
| Retraction Minimum Travel | Minimale Bewegung für Rückzug | 1.50 mm |
| Maximum Retraction Count | Max. Rückzüge | 100 |
| Minimum Extrusion Distance Window | Minimale Extrusionsdistanz | 1.00 mm |
| Travel / Bewegung | Bewegungseinstellungen | |
|---|---|---|
| Combing Mode | Kamm-Modus | Reduziere Kreuzung äußerer Oberflächen |
| Avoid Printed Parts When Traveling | Gedruckte Teile bei Bewegung vermeiden | ✅ |
| Avoid Supports When Traveling | Stützen bei Bewegung vermeiden | ✅ |
| Travel Avoid Distance | Umgehungsabstand | 0.63 mm |
| Z Hop | Z-Achsen-Anhebung | |
|---|---|---|
| Z Hop When Retracted | Z-Hop bei Rückzug aktivieren | ✅ |
| Z Hop Only Over Printed Parts | Z-Hop nur über Druckteile | ✅ |
| Z Hop Height | Z-Hop-Höhe | 0.10 mm |
| Retraction Z Hop Type | Z-Hop-Typ beim Rückzug | DirectLift |